FG-कॅटलॉग फायबरग्लास मजबूत आणि हलके वजनाचे फायबरग्लास उत्पादन



उत्पादनाचा वापर: ग्लास फायबर टेप प्रामुख्याने उद्योगात वापरली जाते: उष्णता इन्सुलेशन, अग्निरोधक, जळजळ रीटार्डिंग, सील, इ. विशेषतः, ते सर्व प्रकारच्या घरगुती फायरप्लेसच्या सील आणि संरक्षणासाठी लागू केले जाते.
तांत्रिक विहंगावलोकन:
कार्यरत तापमान:
550℃
आकार श्रेणी:
रुंदी: 15-300 मिमी
जाडी: 1.5-5 मिमी
मानक लांबी: 30M
फायबरग्लासबद्दल अधिक माहिती
फायबरग्लास यार्न
वितळलेल्या काचेचे तंतूंमध्ये रूपांतरित करण्याची प्रक्रिया गरम करून आणि काचेचे बारीक तंतूंमध्ये रूपांतरित करण्याची प्रक्रिया हजारो वर्षांपासून ओळखली जाते; तथापि, 1930 च्या दशकातील औद्योगिक विकासामुळे वस्त्रोद्योगासाठी उपयुक्त असलेल्या या उत्पादनांचे मोठ्या प्रमाणावर उत्पादन शक्य झाले आहे.
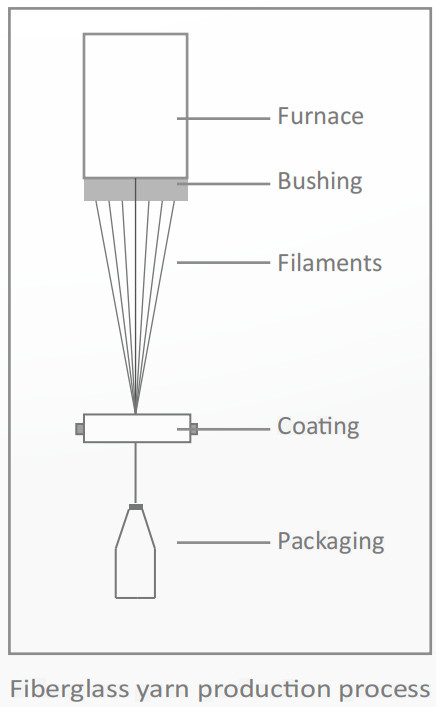
बॅचिंग, मेल्टिंग, फायबरिझाटोन, कोटिंग आणि ड्रायिंग/पॅकेजिंग या नावाने ओळखल्या जाणाऱ्या पाच चरणांच्या प्रक्रियेद्वारे फायबर मिळवले जातात.
• बॅचिंग
या चरणादरम्यान, कच्चा माल काळजीपूर्वक अचूक प्रमाणात तोलला जातो आणि पूर्णपणे मिसळला जातो किंवा बॅच केला जातो. उदाहरणार्थ, ई-ग्लास, SiO2 (सिलिका), Al2O3 (ॲल्युमिनियम ऑक्साईड), CaO (कॅल्शियम ऑक्साईड किंवा चुना), MgO (मॅग्नेशियम ऑक्साईड), B2O3 (बोरॉन ऑक्साईड) इत्यादींनी बनलेला आहे...
•वितळणे
एकदा सामग्री बॅच केल्यानंतर सुमारे 1400 डिग्री सेल्सिअस तापमान असलेल्या विशेष भट्टीमध्ये पाठविली जाते. सामान्यतः भट्टी वेगवेगळ्या तापमान श्रेणीसह तीन विभागांमध्ये विभागली जातात.
• फायबरिझाटन
वितळलेला काच इरोशन-प्रतिरोधक प्लॅटनम मिश्रधातूपासून बनवलेल्या बुशिंगमधून जातो ज्यामध्ये निश्चित संख्येने अगदी बारीक छिद्रे असतात. पाण्याचे जेट्स तंतूंना थंड करतात कारण ते बुशिंगमधून बाहेर पडतात आणि वेगवान वाऱ्यांद्वारे एकत्रितपणे एकत्रित केले जातात. येथे ताण लागू केल्यामुळे वितळलेल्या काचेचा प्रवाह पातळ फिलामेंट्समध्ये काढला जातो.
• लेप
वंगण म्हणून काम करण्यासाठी फिलामेंट्सवर रासायनिक लेप लावला जातो. ही पायरी तंतूंना घट्ट होण्यापासून आणि तुटण्यापासून संरक्षित करण्यासाठी आवश्यक आहे कारण ते गोळा केले जातात आणि पॅकेजेस बनवतात.
• वाळवणे/पॅकेजिंग
काढलेले फिलामेंट्स एका बंडलमध्ये एकत्र केले जातात, ज्यामुळे विविध प्रकारच्या फिलामेंट्सने बनलेला काचेचा स्ट्रँड तयार होतो. स्ट्रँडला ड्रमवर घाव घालून थ्रेडच्या स्पूलसारखे दिसणारे तयार पॅकेज बनवले जाते.
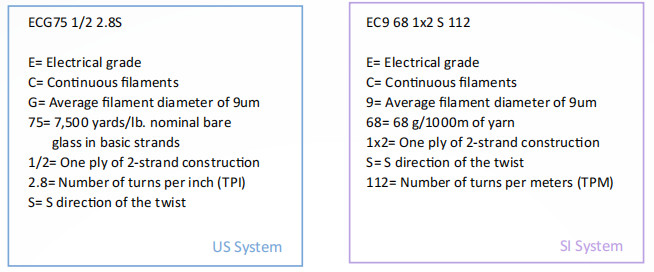
यार्न नामांकन
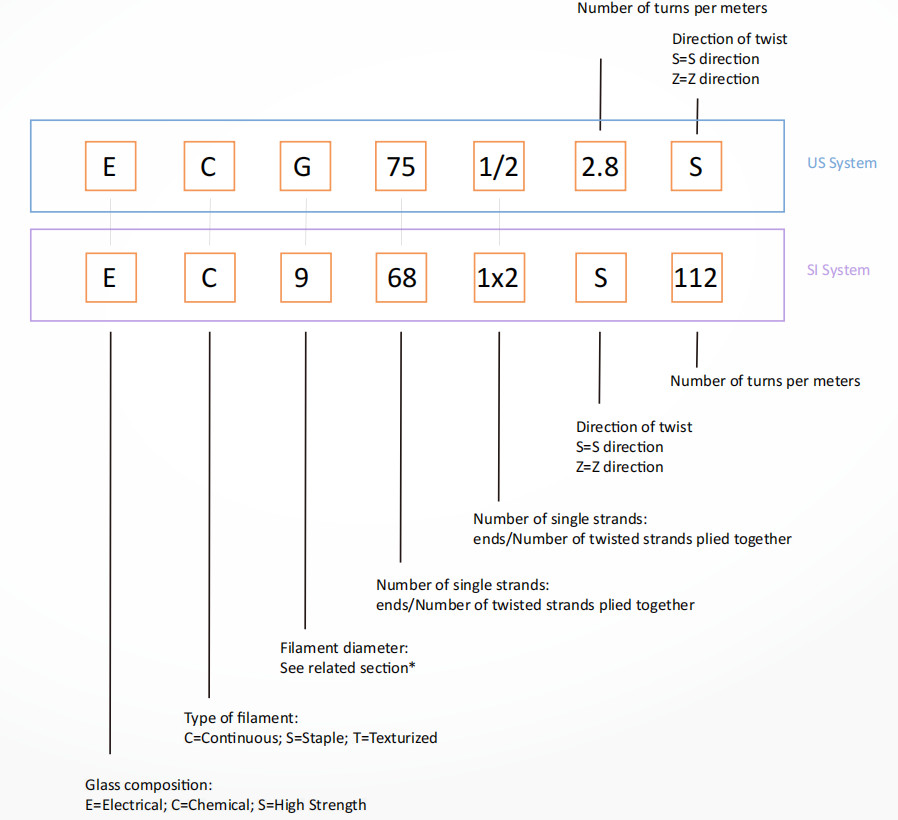
काचेचे तंतू सामान्यतः यूएस प्रथागत प्रणालीद्वारे (इंच-पाउंड प्रणाली) किंवा SI/मेट्रिक प्रणाली (TEX/मेट्रिक प्रणाली) द्वारे ओळखले जातात. दोन्ही आंतरराष्ट्रीय मान्यताप्राप्त मापन मानक आहेत जे ग्लास कंपोझिटॉन, फिलामेंट प्रकार, स्ट्रँड काउंट आणि यार्न कन्स्ट्रक्शन ओळखतात.
खाली दोन्ही मानकांसाठी विशिष्ट ओळख प्रणाली आहेत:
यार्न नामांकन (चालू)
यार्न आयडेंटिफिकॅटन सिस्टमची उदाहरणे
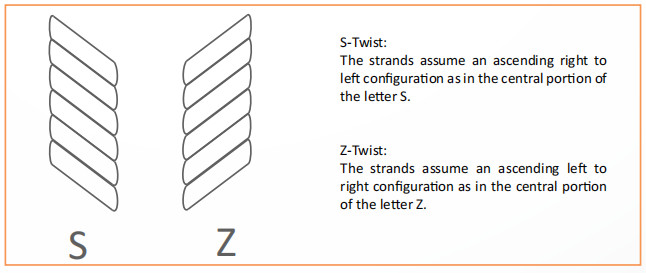
ट्विस्ट डायरेक्शन
सुधारित घर्षण प्रतिकार, उत्तम प्रक्रिया आणि उच्च तन्य शक्तीच्या दृष्टीने फायदे देण्यासाठी यार्नवर वळण यांत्रिकरित्या लागू केले जाते. वळणाची दिशा साधारणपणे S किंवा Z या अक्षराने दर्शविली जाते.
धाग्याचा एस किंवा झेड डायरेक्टॉन जेव्हा वर्टकल पोझिशनमध्ये धरला जातो तेव्हा यार्नच्या उतारावरून ओळखता येतो.
यार्न नामांकन (चालू)
सूत व्यास - US आणि SI प्रणालीमधील मूल्यांची तुलना
| यूएस युनिट्स (अक्षर) | SI युनिट (मायक्रॉन) | SI UnitsTEX (g/100m) | फिलामेंट्सची अंदाजे संख्या |
| BC | 4 | १.७ | 51 |
| BC | 4 | २.२ | 66 |
| BC | 4 | ३.३ | 102 |
| D | 5 | २.७५ | 51 |
| C | ४.५ | ४.१ | 102 |
| D | 5 | ५.५ | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | १०६४ |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | ६१२ |
| DE | 6 | 66 | ८१६ |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | १२२४ |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | ८१६ |
| K | 13 | 134 | 408 |
| H | 11 | १९८ | ८१६ |
| G | 9 | २५७ | 1632 |
| K | 13 | २७५ | ८१६ |
| H | 11 | २७५ | १२२४ |
तुलना मूल्ये - स्ट्रँड ट्विस्ट
| TPI | TPM | TPI | TPM |
| ०.५ | 20 | ३.० | 120 |
| ०.७ | 28 | ३.५ | 140 |
| १.० | 40 | ३.८ | १५२ |
| १.३ | 52 | ४.० | 162 |
| २.० | 80 | ५.० | 200 |
| २.८ | 112 | ७.० | 280 |
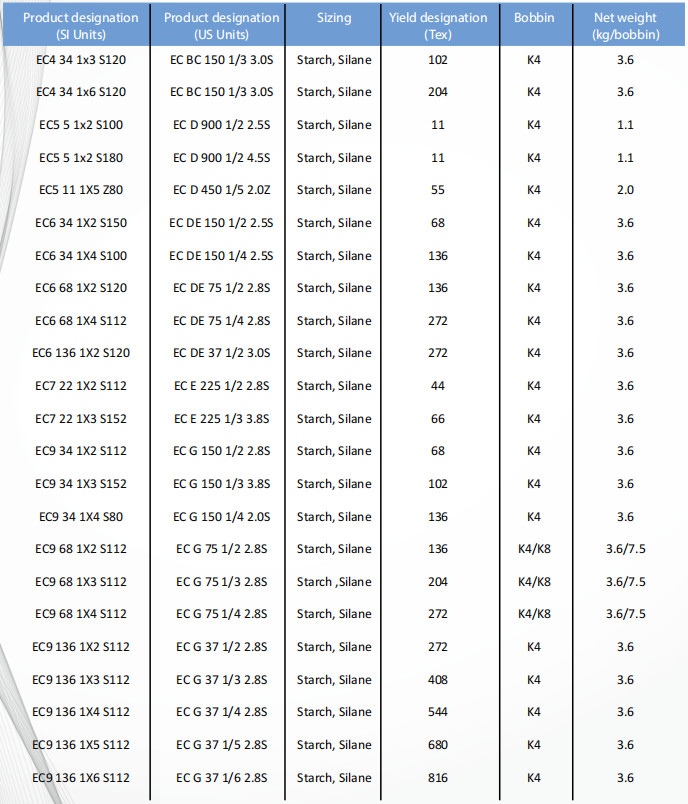
यार्न्स
ई-काच सतत वळवलेला सूत
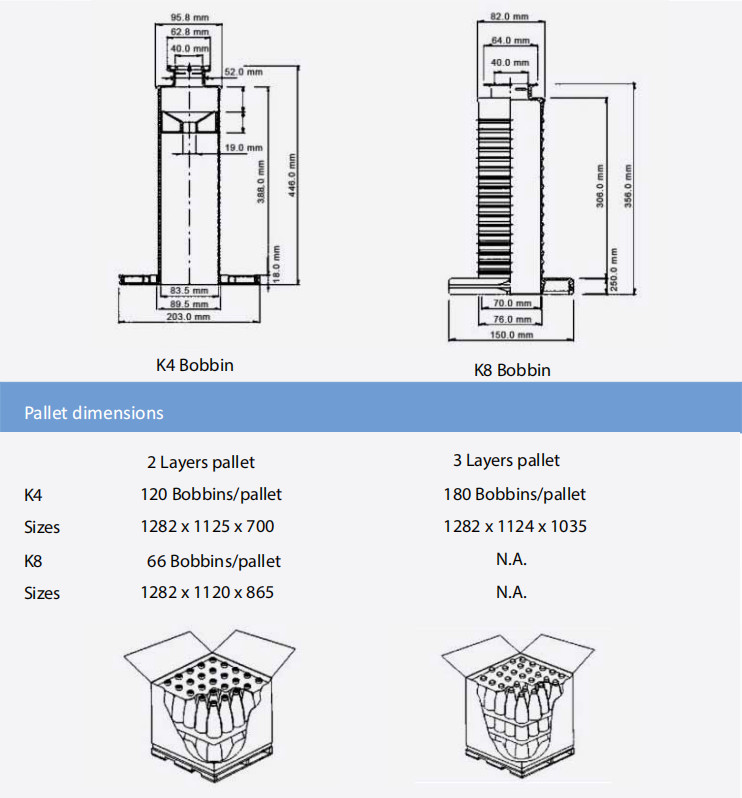
पॅकेजिंग
ई-काच सतत वळवलेला सूत